In diesem kleinen Artikel zeige ich Euch, wie man mit dem Z-Probeblock, der z.B. bei TwoTrees TCC450 beiliegt, die z-Achse richtig auf das Werkstück nullt.
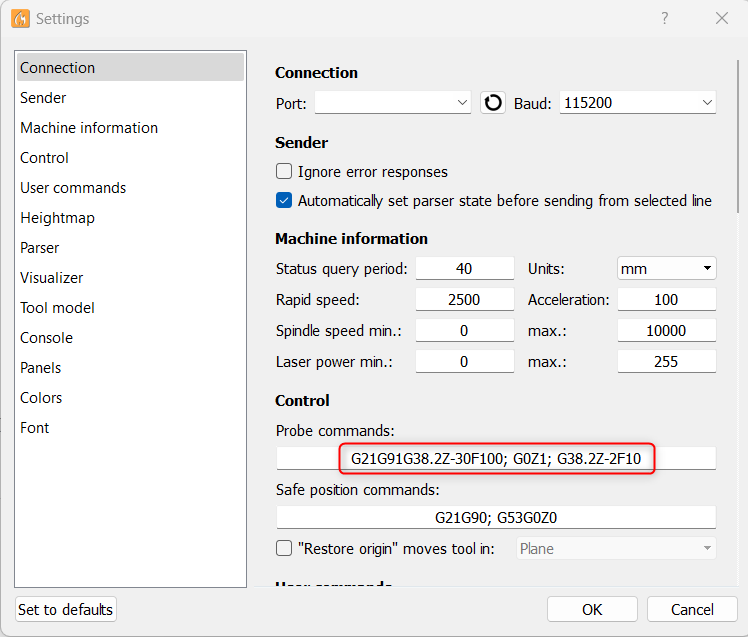
Will man Beispielshalber die Funktion Werkzeughöhe (z-probe) im Programm Candel einstellen, muss man in den Einstellungen den richtigen G-Code eintragen.
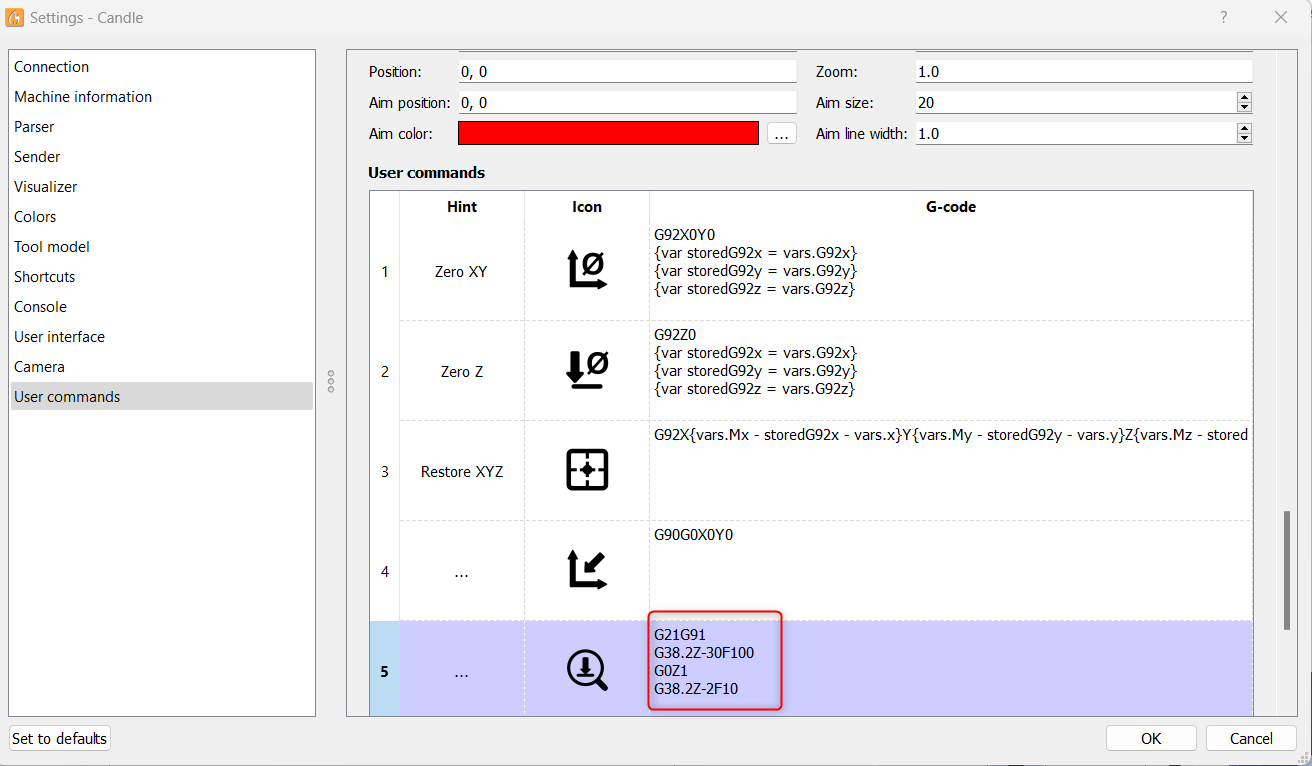
In Candel ist bereits ein GCode eingetragen, der die wichtigsten Befehle enthält :
Was ist wichtig, wofür stehen die Werte und vor allem was fehlt, um den Messblock richtig zu nutzen.
Der fehlende Code um den Messblock zu nutzen ist der GCode der direkt nach der Messung, die z-Achse auf den Höhenwert des Messblocks festlegt.

Also als allererstes die Höhe des z-Probemessblocks messen.
Idealerweise mit einem Messschieber und den Wert merken.
Gehen wir auf die Werte ein, die Candel bereits eingetragen hat
G21G91G38.2Z-30F100;G0Z1;G38.2Z-2F10
G21G91
G21 = Einheiten in mm
G91 = relative Postionsangaben
G38.2Z-50F100 (Erste Messung)
G38.2 = Taster zum Werkstück, Stopp bei Kontakt, Fehler bei Ausfall melden
Z-30 = fährt die Z Achse 30mm nach unten
F100 = Geschwindigkeit 100mm/min
Hinweis
Z-30 Die Spindel fährt das Werkzeug 30mm Richtung Z-Probe. Wenn das Werkzeug bis dahin das Metall nicht berührt gibt es einen Error
G0Z1;
G0(0) = Positionierung im Eilgang
Z1 = fährt die Z Achse 1mm nach oben
G38.2Z-2F10; (Zweite Messung)
G38.2 = Taster zum Werkstück, Stopp bei Kontakt, Fehler bei Ausfall melden
Z-2 = fährt die Z Achse 2mm nach unten
F10 = Geschwindigkeit 10mm/min
Jetzt kommen die Werte, die für den richtigen Abstand zum Werkstück wichtig sind.
G92Z19.5 (gemessene Höhe vom Block)
G92 = setzt die Koordinaten fest
Z19.5 = Z Achse wird auf 19.5mm festgelegt.
G0Z5F10M30;
G0(0) = Positionierung im Eilgang
Z5 = fährt die Z Achse 5mm nach oben, damit das Messgerät herausgezogen werden kann
F10 = Geschwindigkeit 10mm/min
M30 = Programm Ende (muss nicht sein)
Im Ganzen könnte dann der Code so aussehen:
G21G91G38.2Z-30F100;G0Z1;G38.2Z-2F10;G92Z19.5;G0Z5F10M30
Anbei noch ein paar nützliche Links für das bessere Verständniss der GCode Befehle
GCode Befehle im Überblick auf http://linuxcnc.org
http://linuxcnc.org/docs/html/gcode/g-code.html
und auf https://www.maschinfo.de
Ich hoffe der Beitrag "Z-Probe Der GCode für das Programm" hat Euch weitergeholfen.
Weitere Artikel im Blog.